
掌握这12种典型污废水解析,学会后驰骋行业游刃有余(上)
发布日期:2024-06-14 浏览次数:作者:小编
在现代城市化进程中,污废水的处理与管理已成为衡量城市可持续发展的重要指标。智慧水务的兴起,为解决污废水问题提供了新的思路和方法。通过集成先进的信息技术和数据分析,智慧水务系统能够实时监控污废水的产生、收集、处理和排放过程,实现对水质的精准控制和优化管理。这不仅提高了污水处理的效率和质量,还有助于减少环境污染,保护水资源,为城市居民提供更加清洁、安全的生活环境。今天,我司一鼓作气整理了12种典型的废水,为您详细分析不同废水的来源、危害以及处理技术,贯穿了可持续发展与清洁生产的理念,强调了零排放和回用的重要性。
一、淀粉废液处理概览
1、来源与特性概述
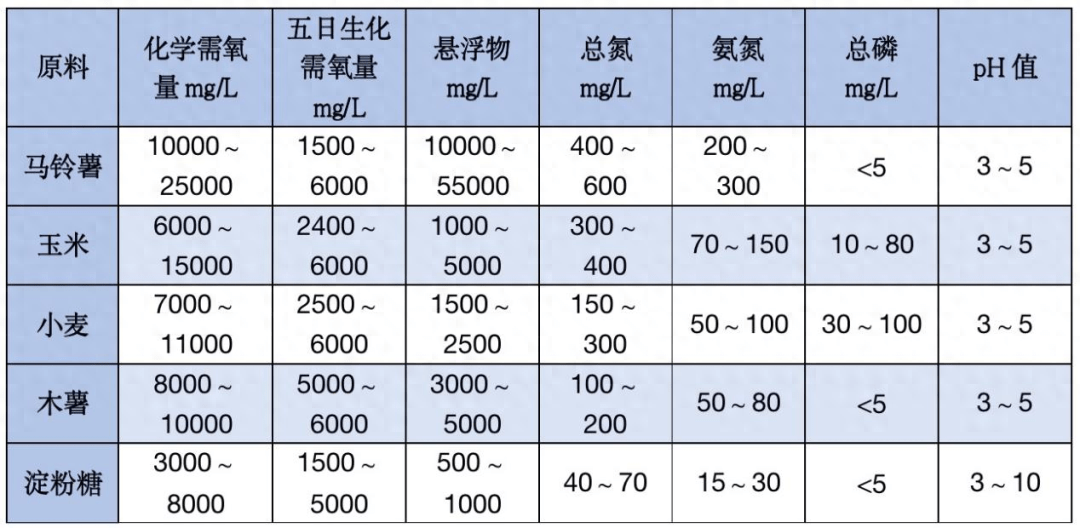
淀粉废液主要来源于以玉米、马铃薯、小麦及大米等农产品为基底的淀粉及其深化制品(例如淀粉糖、葡萄糖、淀粉衍生物)制造流程。此类废液富含有机质,其化学需氧量(COD)水平普遍超过8000mg/L,并伴随着较高的氮、磷营养元素含量。由于生化需氧量(BOD)与COD比率偏高且具有良好的生物可降解性,尽管废液呈酸性,但仍适宜采用生物处理手段。
2、处理技术精选
(1)凝聚沉降技术:此法通过投放凝聚剂促使废水中微粒聚团增大,便于沉降分离。有案例显示,PAC(聚合氯化铝)与PAM(聚丙烯酰胺)组合应用于红薯淀粉废液凝聚实验,PAC对悬浮固体(SS)和总磷的去除表现卓越。而在高浓度马铃薯淀粉废液处理中,PAC被确认为最优混凝剂,结合超滤膜分离技术,COD去除率能达77%。
(2)膜过滤技术:借助现代膜分离科技的优势,膜过滤在淀粉废液处理中广泛应用。一个实例是采用10KD截留分子量的超滤膜配合反渗透技术,实现了约20%的COD削减率及高达99%的SS去除率。进一步的反渗透处理可将COD去除率提升至≥98.8%,确保最终出水COD低于100mg/L,BOD5低于10mg/L,展示了优异且稳定的处理效能。
(3)生物复合处理系统:通过微生物的新陈代谢活动将有机污染物转化成无害物质。在红薯湿淀粉废液处理案例中,采用两级上流式厌氧污泥床(UASB)与A/O工艺组合,即使面对COD在1000~2000mg/L、BOD5<1100mg/L、NH3-N<10~50mg/L、SS≤900mg/L的波动性入水条件,仍能产出COD≤93mg/L、BOD5≤20mg/L、NH3-N≤7mg/L、SS≤25mg/L的高质量出水,证明了该系统的强适应性和稳定性。
二、果汁废液处理策略
1、来源与特性描述
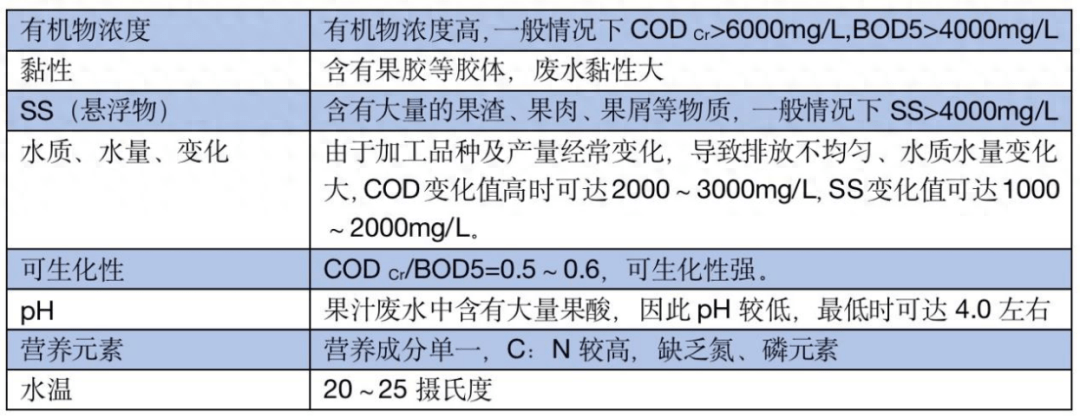
果汁废液主要源于水果预处理(如清洗、破碎、榨汁)及后续灌装流程中的容器清洁、消毒、破损损耗和场地清洗作业,含有高浓度的糖分、果胶、果渣、纤维素、果酸、单宁以及矿物质盐类。
2、处理工艺推荐
(1)UASB(升流式厌氧污泥床)技术:在果汁废液处理中,UASB常与其他工艺如SBR(序批式活性污泥法)、接触氧化法联用,针对COD、BOD5、SS、NH3-N实施高效净化。一例应用中,结合UASB和EIC+接触氧化技术,成功将废水中各项指标降至COD 58mg/L、SS 16mg/L、NH3-N 2.65mg/L、BOD5 13.5mg/L、TP 0.20mg/L。
(2)水解酸化-接触氧化组合工艺:此工艺在国内果汁废液处理中颇为流行,经济合理且高效。首先,厌氧环境下的微生物将难降解大分子有机物转化为易降解的小分子,随后通过好氧过程深度清除有机污染物。某苹果汁加工厂利用此法,对每日1000m³的废液进行处理,原水COD 8000mg/L、BOD5 4800mg/L、SS 6000mg/L,pH值介于4至8之间,最终排放水质符合国家二级排放标准。
(3)厌氧折流板反应器(ABR)-接触氧化工艺:ABR构造特殊,类似无三相分离器的UASB串联,适用于果汁废液的处理。每室含有的颗粒或絮状污泥能与废水充分接触,有效去除有机物。某果品企业采用ABR-接触氧化工艺处理每日1500m³的废液,原COD 4500mg/L、BOD 2500mg/L、SS 2500mg/L,pH值6至7,处理后水质COD降至70mg/L、BOD 10mg/L、SS 55mg/L,pH为8,完全符合国家一级排放标准。实践证实,该方案不仅能高效去除有机物质和悬浮物,还具备良好的运行稳定性和处理效果。
三、医疗机构废水监管
1、来源与特性概述
医疗机构排放的废水涵盖了诊疗活动、日常生活及排泄物等多个方面的液体废弃物,涉及医疗区、病房、手术室、实验室、解剖室、放射科及洗衣设施等多源输出。这些废水中可能携带多种病原微生物,包括细菌和病毒,故而需要采取特别的收集与处理措施以防止公共卫生风险。
2、处理技术方案
(1)初级处理技术
针对医疗机构废水,初级处理分为常规处理与特殊性质废水的专门处理两部分。特殊性质的废水,比如酸性、含氰、含汞、含铬及放射性废水,需分别收集并针对性处理。例如,酸性废水通过氢氧化钠或石灰中和;含氰废水采用碱式氯化法;含汞废水则通过硫化钠沉淀加活性炭吸附;含铬废水经化学还原沉淀;放射性废水则需导入防渗防腐的衰变池单独处理。
(2)次级处理技术
生物除氮技术,如A/O(厌氧/好氧)法和A/A/O(厌氧/缺氧/好氧)法,广泛用于医疗机构废水的深度处理。以某上海医院为例,采用“AO法+消毒”工艺并配以低温等离子除臭,能高效去除COD、BOD5、NH3-N。此外,膜生物反应器(MBR)因其封闭操作、高效处理和优良的出水水质成为优选,如广东某医院应用的浸没式MBR系统,出水COD和氨氮浓度极低。而序列间歇式活性污泥法(SBR)因灵活性高,特别适合小规模医疗机构。另外,AB法凭借其低成本、低能耗和优质出水表现,在某些情况下也十分适用。
四、乳品废水治理
1、来源与特性
乳品工业废水源自于乳制品加工各个环节,包括乳酪、奶油、乳饮料及冰淇淋等产品的制造清洗过程,特点是有机物浓度高、pH值变化幅度大、生物可降解性好、悬浮固体及油脂含量丰富、有机氮比例高。
2、处理工艺推荐
(1)SBR工艺应用
SBR技术适用于处理分散性污染源和小规模、高浓度的乳品废水。例如,某奶牛养殖场结合SBR与絮凝工艺,COD去除率超过80%。
(2)水解酸化+SBR组合
此工艺适合处理乳品厂废水,某厂使用此法处理1000m³/d的废水,使出水COD降至100mg/L以下,达到国家最高排放标准。
(3)厌氧-好氧工艺结合
某牛奶加工厂采用“调节-隔油-UASB-SBR”流程,日处理能力达10000m³,处理后COD极低,并副产沼气。
(4)气浮+好氧工艺
针对含有大量悬浮颗粒及油脂的乳品废水,先通过气浮法去除杂质,再进行好氧生物处理,可实现COD、BOD、SS、氨氮的高效去除,不仅处理成本低,且效果显著。
智慧水务的发展,为污废水的治理带来了革命性的变革。随着技术的不断进步,智慧水务系统将更加智能化、自动化,能够更有效地应对污废水处理中的各种挑战。未来,智慧水务将继续深化其在城市水资源管理中的作用,为实现水资源的可持续利用和环境保护提供强有力的技术支持。我们期待智慧水务在污废水处理领域的广泛应用,为构建生态文明和美丽中国贡献力量。
中交路桥科技基安云·智慧污水厂管理平台(SSP),实现对污水厂进行集中监控,真实反应污水厂的建设施工、生产、运维全过程状况。通过智慧污水厂管控平台对各个工艺环节设备设施进行集中监控,使得各级管理人员能够及时、准确、全面、直观的了解和掌握生产状况,进而实现对整个污水厂生产运维的统一指挥和智慧调度。同时基于大数据分析技术,建立智慧污水厂数学模型,通过监测进水水质、水量,智能调节加药量、曝气量、污泥回流量等,以降低污水厂的生产运营成本,科学指导污水厂的智慧运营,实现整个污水厂的节能降耗、出水水质的稳定达标。
(未完待续......)
